刀具形狀對切削加工的影響非常大,合理的刀具形狀有利于提高切削加工的速度和質量。刀具形狀主要包含刀具的幾何角度、夾緊形式、刀片厚度、刃口等。
①根據軋輥的加工特性,為了提高刀片的自身的強度,一般選用不帶孔刀片,夾緊形式采用上壓式,值得注意的是壓板不能干涉切屑的流通。
②刀片切削狀態一定時,刀片的厚度直接影響著刀片的抗沖擊和抗振動的能力,一般粗加工在選擇刀片厚度時,應盡量選擇07(7.94毫米)厚度的刀片。
③刀片形狀一般選擇圓形或方形,當工件、機床和工件夾持剛性較高時,可采用圓刀片,也可采用方刀片配合較小的主偏角,可提高切削效率。當工件、機床和夾持剛性較差時,可選用方刀片,采用較大的主偏角,減少切削徑向抗力,避免切削是的振動。
圓刀片與直刃刀片主偏角的比較,圓刀片隨切削深度減少在變小, 直刃刀片則不會變化。圓刀片無刀尖,直刃刀片刀尖是薄弱點,在淺切深時非常適于圓刀片,在加工高硬度合金鑄鐵時,主偏角效應非常明顯。但同樣切深時由圖1可知切削刃增加,切削抗力加大,粗糙度減小。
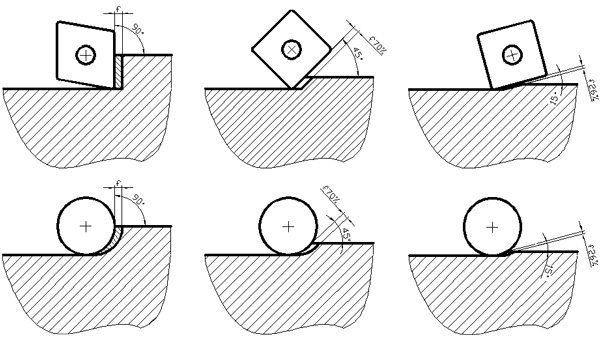
圖1不同刀片形狀對切削加工的影響
在加工軋輥的生產實踐中,常常會發生刀具的失效形式,常見的失效形式及改善措施如下:
①刀具磨損:一般發生在脆性材料的低速切削時,原因是刀具材料和工件硬度差異太小,從加工高速鋼軋輥的切削實踐證明,當工件硬度在HSD83~93,切削溫度超過1200°時,刀片中的立方氮化硼會發生相變。高速鋼軋輥加工中,前后刀面同時“月牙洼”磨損時,說明切削區已超過1200℃,相變磨損出現,解決方法主要是調整切削速度和進給量。
②崩刃,刃口無法承受較大的切削力、切削振動、切削沖擊等加工條件時,會出現崩刃現象,一般可以聽出不正常的切削聲音和振動,解決崩刃問題首先是減少刀刃承受的切削力和切削振動,解決措施是改進刀具角度、刃口形式及切削參數。
③斷裂,刀片發生斷裂的主要原因有三方面,第一,刀具自身的原因,如刀片底面或者刀墊不平,刀片生產過程有崩口、裂紋等;第二,切削過程的原因,切削過程中軋輥中硬質相造成刀片刃口的豁口,在切屑長時間的不斷沖擊下,最終導致斷裂。第三操作問題,刀具在切削過程中撞刀、撞車、嚴重磨損不換刀刃、進給量過大等。
④圓刀片與直刃刀片主偏角的比較,圓刀片隨切削深度減少在變小, 直刃刀片則不會變化。圓刀片無刀尖,直刃刀片刀尖是薄弱點,在淺切深時非常適于圓刀片,在加工高硬度合金鑄鐵時,主偏角效應非常明顯。但同樣切深時由圖1可知切削刃增加,切削抗力加大,粗糙度減小。
TOP